

In 1976, OSHA asked the National Fire Protection Association (NFPA) to develop a safety standard it could consult to develop its own electrical safety regulations. This was the start of NFPA 70E. At that time, Chapter 1 included the safety portions of the National Electric Code (NEC) broken out for compliance officers to use in the field. Not many people paid much attention to the 70E, even though it improved year-over-year, until the 2000 edition, when the arc flash tables were first included. These were mostly the work of Paul Hamer from Chevron, who represented the American Petroleum Institute. The tables were modified somewhat by the committee.
To Begin a Task
It is important to understand that each task to be performed has several steps that must be completed before it is started. If the work involves energized equipment, an energized electrical work permit (EEWP) must be completed and signed by the highest management possible — not just a supervisor or team leader; that is not the intent of an EEWP. Top-level management must sign. Testing is not normally performed with equipment that is energized, so this step is not usually required.
In most cases, the first step is to complete a risk assessment. This is referred to by various terms, such as job task analysis, job safety assessment, or activity hazard assessment. Whichever term is used, it determines:
- Proper lockout/tagout (LOTO) procedures for the equipment being tested.
- Possible hazards while performing the task. This includes other tasks before and after the main task if the equipment needs to be isolated. LOTO can involve risk in addition to the risk of the actual task at hand.
- Shock and arc flash risk. Refer to NFPA 70E 130.4 for the shock risk assessment and 130.5 for the arc flash risk assessment. If there is risk of shock or arc flash, the hierarchy of risk control methods must be employed. There is always a shock risk when placing equipment into an electrically safe work condition, and there usually is an arc flash risk. The risk from these hazards may be great or not so much, but the risk must be determined.
Bear in mind that OSHA regulations and NFPA 70E represent minimum safe work practices, not best safe work practices. Requirements must be met or exceeded. PPE is not always required by 70E, but requiring a worker to use PPE any time a switch is operated is a logical example of exceeding 70E requirements. If a switch is properly maintained and meets the other requirements of 130.2(A)(4) Normal Operating Condition, it does not, by standard, require PPE to operate. But things fail unexpectedly. It may not happen often, but it does happen. If an employer is not willing to accept the risk, PPE is the logical choice. In line with this example, if a worker does not wear PPE when it is required by a company, OSHA will cite the company for the worker’s non-compliance. The company’s written policies are enforced if they exceed the OSHA regulations.
Risk Assessment
The risk assessment requires more detail because the shock and the arc flash risk assessments have the same general requirements. In the shock risk assessment, the nominal circuit voltage must be determined. This can be done from the nameplate of the equipment, from single-line diagrams or other drawings, or from the label if an incident energy analysis has been performed.
The proper PPE can be selected from any of these sources. PPE may be necessary to perform LOTO, but will almost always be necessary when verifying absence of voltage. All circuits and parts are to be considered energized until they are tested and proven de-energized. Never assume anything when working on or near electrical conductors and circuit parts. That is how people are injured or killed.
The NFPA 70E tables or the labels from an incident energy analysis can be used for the arc flash risk assessment. Table 130.5(C) can be used to determine the likelihood of occurrence of an arc flash. However, like any table, it may not fit as well as needed and cannot be totally relied upon.
Selection of PPE is referred to in 70E as “additional protective measures.” Remember the hierarchy of risk control methods (Figure 1)? Each level is an additional protective measure, and PPE is last on the list. Putting equipment in an electrically safe work condition is first on the pyramid, but the first step must be to verify the absence of voltage.
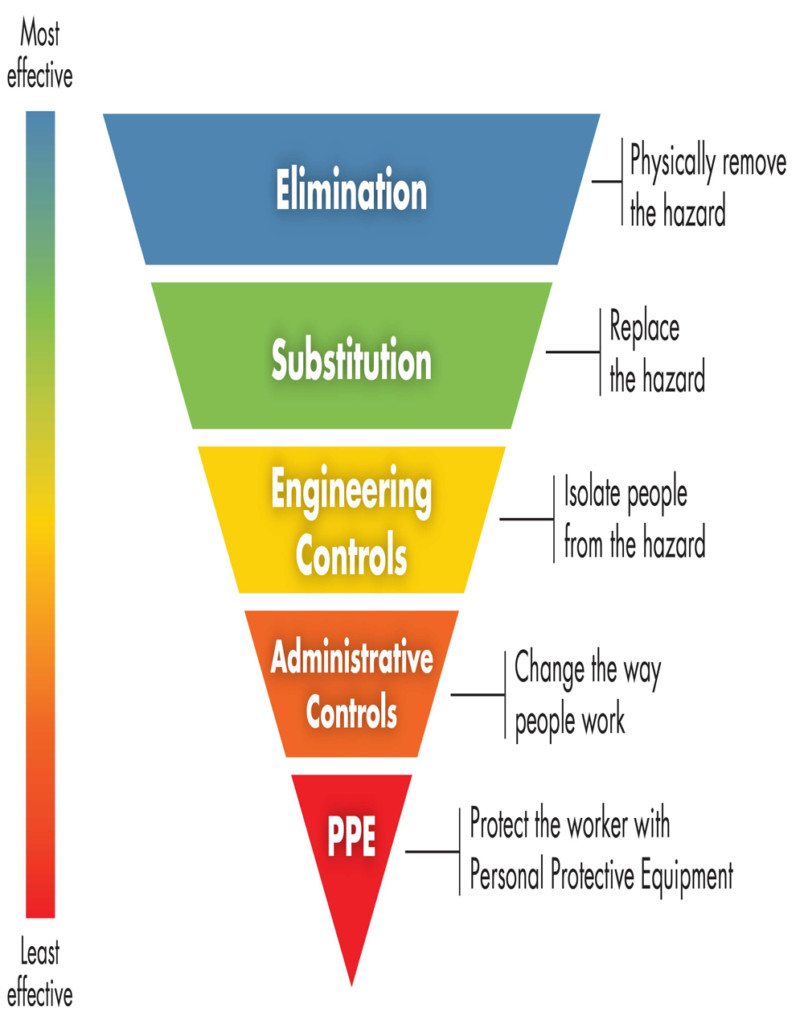
Figure 1: Hierarchy of Risk Control Methods
Number one in the hierarchy is elimination: Put equipment in an electrically safe work condition. Next is substitution: Install lower voltage equipment or circuits. Third is engineering controls: Guard conductors and circuit parts that may be energized or may become energized. Fourth is awareness (not shown on this triangle): Use signs or provide attendants. Fifth are administrative controls: procedures and job planning. Finally — and least effective: use PPE. Awareness, administrative controls, and PPE are considered the least effective because they rely on the worker performing the task to take action.
Figure 2 illustrates the basic process of managing and evaluating risk while on the job. This must be performed for each task. It may require more detail than most field service technicians want, but it is necessary for their safety. Once risk assessment has identified the shock and arc flash hazards for a specific task, a risk analysis must be performed.
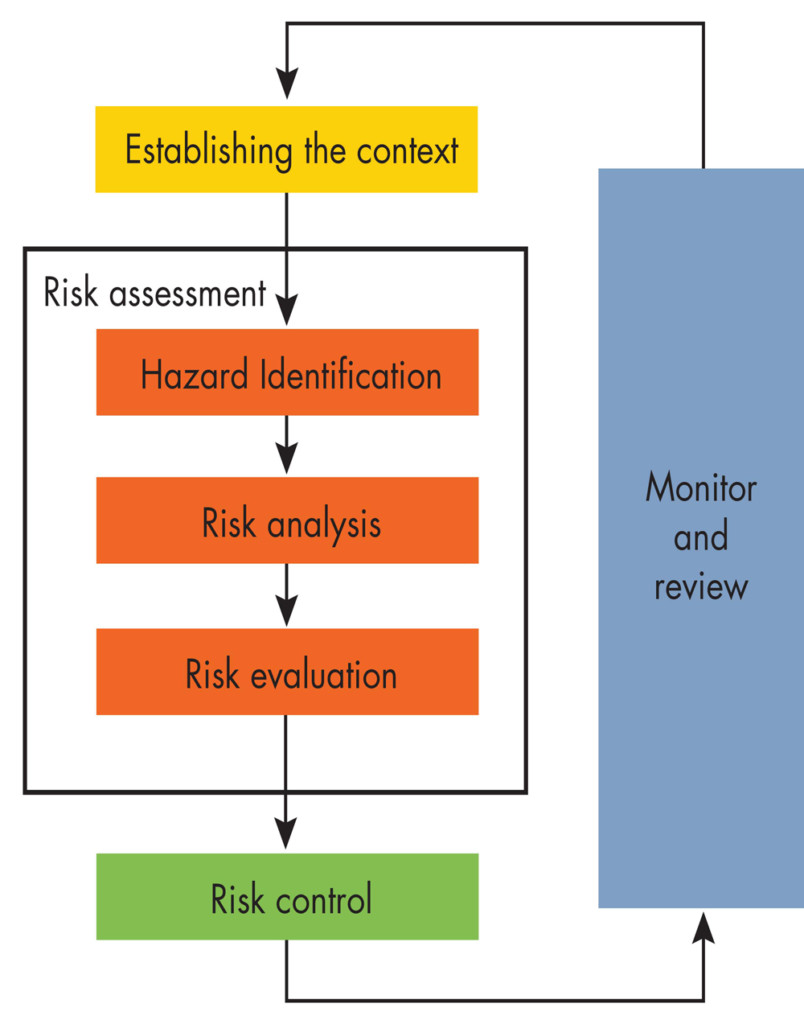
Figure 2: Risk Management Process
Risk Analysis, Evaluation, and Control
To perform a risk analysis, the sources and causes of the hazards must be identified. Is there a possibility of back-feeds or ghost voltages from external sources such as indicators or relaying? The potential consequences if something were to occur must also be identified. Using this information, determine the likelihood and potential seriousness of an incident and estimate the level of risk. These could change as the task is performed, so it is an ongoing — not static — process. One NETA-member company requires a re-evaluation after lunch or when work is paused, just for this reason. Results are included on the risk assessment form and must be signed off on when completed.
The next requirement is for risk evaluation and then risk control. Can the risk be minimized to an appropriately safe level? All risk cannot be eliminated, even though that may be the goal. There is always a certain amount of residual risk. Can other risk control methods be applied to further reduce the risk? Once all risk control methods have been applied, it must be determined whether the task can be accomplished or whether another approach to the testing needs to be investigated. This is sometimes referred to as a stop-work authorization when it is not safe to proceed any further. Stopping work usually involves approvals by the customer, management, and the health and safety department, perhaps at both companies, since something serious is going on. Depending on the residual risk, approval may also be needed to proceed.
Note that in Figure 2, the next step after risk control is looped back to risk assessment. It is on-going, a bit like a Mobius loop; it never ends. The EEWP form provided in NFPA 70E Informative Annex J satisfies most of the requirements for a risk assessment. The EEWP appears in an annex, so it is not mandatory, and it can be modified as needed. A completely new form can also be designed if the EEWP is inadequate.
Troubleshooting is often not considered when performing a risk assessment, and NFPA allows troubleshooting without completing an EEWP. All steps must be taken, but the EEWP does not have to be signed by upper management. Because of this, many technicians believe troubleshooting is safe. Just the opposite is true. A piece of equipment that requires troubleshooting is in distress. Something is not working correctly. Consulting Table 130.5(C) shows that PPE is required.
Approach distances and the arc flash boundary must be determined and safety barriers erected. This can be safety barrier tape (approximately waist high) or barricades and may include the use of an attendant. If it is likely that an unauthorized person will cross the boundaries, an attendant is required. If barriers have been violated in the past, an attendant is required. As crazy as it may seem, we must protect outside people from themselves. Approach distances can be determined from NFPA 70E Tables 130.4(D)(a) or (b) or from arc flash warning labels. Remember that the incident energy on the arc flash warning label applies to the chest and face; hands will be considerably closer. Rubber insulating gloves worn with leather protector gloves provide good protection to the hands.
One new consideration was added to the risk assessment process in the 2018 edition of NFPA 70E: human error (110.1(H)(2)). The old saying “to err is human” is quite true. We all make mistakes. When dealing with electricity, mistakes can have dire consequences. Damaged equipment, unplanned outages, injuries, and even death can result. It happens so quickly, there is no time to react or take defensive measures such as running for the hills. What is done, is done, and will have to be dealt with.
The risk assessment is a huge component of working safely, and it must be performed prior to work. A job briefing must also be delivered to the technicians prior to starting the task. I’ve heard of cases where the job leader completes the risk assessment (JHA, JSA, or other) while everyone else is performing their task. This is completely backwards and almost ensures an incident at some point. Working safely is part training, part paperwork, and part habit. Technicians must develop good work habits to work safely. Poor working habits and shortcuts must be eliminated from a company’s workforce.
… and On to the Task
Once the risk assessment is complete, the job task must be planned. When I worked in a utility, the foreman would run into the shop yelling, “Grab your tools, grab your tools. There’s an emergency!” Everyone would go flying out the door, get to the emergency, and discover they didn’t have something they needed. Did anyone go back to get that missing tool? Not usually. We found a way to make things work with what we had. Wrong, wrong, wrong! The fact that no one was killed or injured is a compliment to the crews, but the risk was large.
What is the specific task? What tools and equipment may be needed? Is the test equipment in calibration and fully functional, with all the leads and accessories? Are the leads and accessories in good condition? Safety hint: Never wrap a meter’s leads around the meter. This places undue strain on the leads at the 90 degree angle, and they can break inside where it cannot be seen. This would make the leads unsafe, and it might not be discovered until it is too late. Remove the leads and place them into a storage case. Are rubber insulating blankets or hoses needed to protect everyone from dropped tools, slipping, or falls? What specific safety equipment is required? This could include fall arrest equipment, mechanical equipment, live-line tools, ground clusters, and so on. If operating or racking (inserting or removing) a circuit breaker, are remote operators being used? These could be temporary or portable devices or built-in, permanent devices. Are certifications and stickers up to date on all required tools and equipment? What does the equipment or circuit feed? Removing power from a circuit can cause something else to mis-operate, so always know what is being fed and what the results will be when removing power. Are backup generators connected to the equipment or circuit? They are often located where they cannot be heard when they come on. Depending on the task, there may be additional considerations.
Are You Qualified to Do the Task?
Not to offend anyone, but just because someone is qualified to perform one task, does not necessarily mean they are qualified to perform all electrical tasks. Different levels of skill, experience, and knowledge determine qualification to perform a specific task. I often hear, “Of course, I’m qualified. I’ve got XX number of years in my job.” But that could be XX number of years fetching coffee or doing just one task. To be qualified, a technician must understand:
- How the equipment is constructed — not enough to build one, but enough to understand where problems might lie
- How the equipment operates and whether additional knowledge is required to safely operate it — some medium-voltage circuit breakers I used to operate now give me the willies
- Any manufacturer’s recalls or required updates
- Known safety issues that could affect operation
- Environmental and loading effects — poor environment and heavy loads reduce the life and safety of equipment
- Out-of-date test and calibration stickers
A technician who is qualified to work on low-voltage circuit breakers may not be qualified to work on medium-voltage vacuum circuit breakers without additional training. And a person qualified on overhead lines is not necessarily qualified to work on indoor substation equipment. They are two different animals and need to be treated as such.
Is the technician familiar with the test instrument to be used? Knowing how to use a test instrument isn’t enough. The technician also needs to know the limitations of the test instrument, including how to interpret the indications, when it is ineffective, when it is most effective, and what factors affect its use. Are there safety considerations in the use of a type of test instrument? One voltage tester I never liked was phasing sticks. The lead between them would often get where it shouldn’t, creating an additional risk, and keeping the lead wound up on one or both of the sticks made them difficult to use. Wireless phasing sticks are now available, eliminating that risk.
Have the technicians received the proper emergency response training? NFPA 70E requires CPR, first aid, and contact release, but circumstances and the specific task may require other types of training.
Job Briefing
Safety-wise, the job briefing carries a lot of weight: People working on equipment or a circuit must be informed of the hazards, risk, and all other pertinent information. Poor communication is a top cause of electrical incidents. A good job briefing ensures everyone connected with the task understands what is needed and who is to do what. For example, removing leads from a transformer can be catastrophic if they are not re-attached and the transformer is re-energized. If one crew is testing the transformer and another is testing the cables, poor communication between the crews could lead to the cables becoming energized before they are reconnected. Each crew think the other crew reconnected them.
A simple form could prevent this. When the leads are removed, the form is completed for that portion of the work. If the second crew sees that the part of the form showing that the leads have been reinstalled has not been completed, they know to inspect it before energizing. Another safety step could require two technicians to visually verify that the leads have been reinstalled. Used in combination with each other, these two steps should almost eliminate field issues.
Conclusion
Too many times, we expect our companies to take full responsibility for our safety. Companies are legally responsible, but the individual is the one who suffers the consequences. It is absolutely necessary for each technician to take responsibility not only for his/her personal safety, but for the people they work with. The effects of an electrical incident are often far-reaching, affecting co-workers, friends, and family. Being safe is a lot of work, but the effort required in no way compares to the hardship that can result when safety is not given priority.
Ron Widup and Jim White are NETA’s representatives to NFPA Technical Committee 70E, Electrical Safety Requirements for Employee Workplaces. Both gentlemen are employed by Shermco Industries in Dallas, Texas, a NETA Accredited Company.
 Ron Widup is CEO of Shermco Industries and has been with the company since 1983. He is a member of the Technical Committee on NFPA 70E, Standard for Electrical Safety in the Workplace; a Principal Member of the National Electrical Code (NFPA 70) Code Panel 11; a Principal Member of the Technical Committee on NFPA 790, Standard for Competency of Third-Party Evaluation Bodies; and a Principal Member of the Technical Committee on NFPA 791, Recommended Practice and Procedures for Unlabeled Electrical Equipment Evaluation. Ron is also a member of the Technical Committee on NFPA 70B, Recommended Practice for Electrical Equipment Maintenance, and a member of the NETA Board of Directors and Standards Review Council. He is Vice Chair for IEEE Std. 3007.3, Recommended Practice for Electrical Safety in Industrial and Commercial Power Systems. Ron is a Journeyman Electrician in Texas, a NETA Level 4 Senior Technician, and an NFPA Certified Electrical Safety Compliance Professional.
Ron Widup is CEO of Shermco Industries and has been with the company since 1983. He is a member of the Technical Committee on NFPA 70E, Standard for Electrical Safety in the Workplace; a Principal Member of the National Electrical Code (NFPA 70) Code Panel 11; a Principal Member of the Technical Committee on NFPA 790, Standard for Competency of Third-Party Evaluation Bodies; and a Principal Member of the Technical Committee on NFPA 791, Recommended Practice and Procedures for Unlabeled Electrical Equipment Evaluation. Ron is also a member of the Technical Committee on NFPA 70B, Recommended Practice for Electrical Equipment Maintenance, and a member of the NETA Board of Directors and Standards Review Council. He is Vice Chair for IEEE Std. 3007.3, Recommended Practice for Electrical Safety in Industrial and Commercial Power Systems. Ron is a Journeyman Electrician in Texas, a NETA Level 4 Senior Technician, and an NFPA Certified Electrical Safety Compliance Professional.
 James (Jim) R. White, Vice President of Training Services, has worked for Shermco Industries since 2001. He is a NFPA Certified Electrical Safety Compliance Professional and a NETA Level 4 Senior Technician. Jim is NETA’s principal member on NFPA Technical Committee NFPA 70E®, Standard for Electrical Safety in the Workplace; NETA’s principal representative on National Electrical Code® Code-Making Panel (CMP) 13; and represents NETA on ASTM International Technical Committee F18, Electrical Protective Equipment for Workers. Jim is Shermco Industries’ principal member on NFPA Technical Committee for NFPA 70B, Recommended Practice for Electrical Equipment Maintenance and represents AWEA on the ANSI/ISEA Standard 203, Secondary Single-Use Flame Resistant Protective Clothing for Use Over Primary Flame Resistant Protective Clothing. An IEEE Senior Member, Jim was Chairman of the IEEE Electrical Safety Workshop in 2008 and is currently Vice Chair for the IEEE IAS/PCIC Safety Subcommittee.
James (Jim) R. White, Vice President of Training Services, has worked for Shermco Industries since 2001. He is a NFPA Certified Electrical Safety Compliance Professional and a NETA Level 4 Senior Technician. Jim is NETA’s principal member on NFPA Technical Committee NFPA 70E®, Standard for Electrical Safety in the Workplace; NETA’s principal representative on National Electrical Code® Code-Making Panel (CMP) 13; and represents NETA on ASTM International Technical Committee F18, Electrical Protective Equipment for Workers. Jim is Shermco Industries’ principal member on NFPA Technical Committee for NFPA 70B, Recommended Practice for Electrical Equipment Maintenance and represents AWEA on the ANSI/ISEA Standard 203, Secondary Single-Use Flame Resistant Protective Clothing for Use Over Primary Flame Resistant Protective Clothing. An IEEE Senior Member, Jim was Chairman of the IEEE Electrical Safety Workshop in 2008 and is currently Vice Chair for the IEEE IAS/PCIC Safety Subcommittee.