

Earthquakes, hurricanes, tsunamis, wildfires, and the like do not occur with any predicted great frequency. Nonetheless, we have established precautionary programs that protect people and property from the physical threats posed by such events. In recent times, however, we have witnessed all too well the impact these events can have on the quality of our lives and businesses.
Our world has become highly — in many cases, wholly — dependent upon electricity. This energy source supports our global economy, e-commerce, and communications. When primary AC systems fail, DC storage systems in the form of uninterruptable power supplies are required. The prime source of this backup power is batteries.
An Eaton Corporation root-cause study revealed that two-thirds of downtime events stem from preventable causes. The good news is that routine established condition and performance monitoring coupled with the IEEE-recommended preventative maintenance (PM) can appreciably reduce downtime. In fact, the same load-loss report indicated that clientele without any PM were more likely to experience a UPS failure than those who complete the IEEE recommended maintenance visits. These findings alone validate the significance of routine UPS service as a highly effective means to reduce the effects of downtime.
Battery Maintenance and Testing
There are several philosophies and ambition levels for maintaining and testing batteries.
- Replace batteries when they fail or die. This option includes minimal or no maintenance and testing. Obviously, not testing batteries at all is the least costly when considering only maintenance costs, but the risks are high, and the consequences must be considered. Batteries have a limited lifetime, and they can fail earlier than expected. Time between outages is usually long, and if outages are the only occasions battery capability is confirmed, risk is high that reduced — or no — back-up will be available when needed. Using batteries to back up important installations without any idea of their current health invalidates the whole concept of a reliable system.
- Replace after a certain time with minimum or no maintenance and testing. This can also be a risky approach. It is also a waste of capital if the batteries are replaced earlier than needed. Properly maintained batteries can and do live longer than the predetermined replacement time.
- Implement a serious maintenance and testing program to ensure the batteries are in good condition, prolong their life, and determine the optimal time for replacement. A maintenance program including inspection and impedance and capacity testing is the way to track a battery’s state of health. Degradation and faults will be found before they become serious, and surprises can be avoided. Maintenance costs are higher, but this is the cost for a reliable back-up system. The best testing scheme is a balance between maintenance costs and the risks of losing the battery and supported equipment. Each company is different, and each must individually weigh the cost versus risk of battery maintenance
The batteries in any UPS require routine inspection and maintenance regardless of their age or warranty status — even maintenance-free batteries are only deemed maintenance-free because they do not require adding water on an as-needed basis. Industry studies have shown that up to 20 percent of UPS failures can be attributed to bad batteries; temperature and cumulative discharges including micro-cycling are the primary culprits. When performing preventive maintenance, data is obtained from ohmic testing procedures during which impedance or conductance measurements trace battery performance and identify any batteries with potential internal failures.
Battery Failure
Each battery type has multiple failure modes, some of which are more prevalent than others. Some failures manifest themselves with use and aging such as sediment build-up due to excessive cycling. Others such as positive grid growth (oxidation) occur naturally. It is just a matter of time before the battery fails. Maintenance and environmental conditions can increase or decrease the risks of premature battery failure.
- Positive grid corrosion is the expected failure mode for flooded lead-acid batteries. The grids are lead alloys (lead calcium, lead-antimony, lead-antimony-selenium) that convert to lead oxide over time. Since lead oxide is a larger crystal than lead metal alloy, the plate grows. The growth rate has been well characterized and is considered when designing batteries. Many battery data sheets specify clearance at the bottom of the jar to allow for plate growth in accordance with its rated lifetime, e.g. 10 or 20 years.
At the designed end of life, the plates may have grown sufficiently to pop the tops off the batteries. But excessive cycling, temperature, and overcharging can also increase the speed of positive grid corrosion. Impedance will increase over time corresponding to the increase in electrical resistance of the grids to carry the current. Impedance will also increase as capacity decreases. Sediment build-up (shedding) is a function of the amount of cycling a battery endures. Shedding is the sloughing off of active material from the plates, converting to white lead sulphates. - Sediment build-up is the second reason battery manufacturers leave space at the bottom of the jars to allow for a certain amount of sediment before it builds up to the point of shorting across the bottom of the plates, thus rendering the battery useless. The float voltage will drop, and the amount of the voltage drop depends upon how relatively “hard” the short is. Shedding, in reasonable amounts, is normal.
- Corrosion of the top lead, which is the connection between the plates and the posts, is difficult to detect even with a visual inspection since it occurs near the top of the battery and is hidden by the cover. The battery can fail due to the high current draw during discharge. The heat build-up when discharging results in melting, causing the battery to crack open, and then the entire string drops off-line, resulting in a potentially catastrophic failure.
Top Lead Corrosion
- Plate sulphation is an electrical path problem. A thorough visual inspection in vented lead acid (VLA) batteries can sometimes find traces of plate sulphation. Sulphation is due to low charger voltage settings or incomplete recharge after an outage. Sulphates form when the volts per cell (VPC) are not set high enough during recharge. Sulphation will lead to higher impedance and a lower capacity.

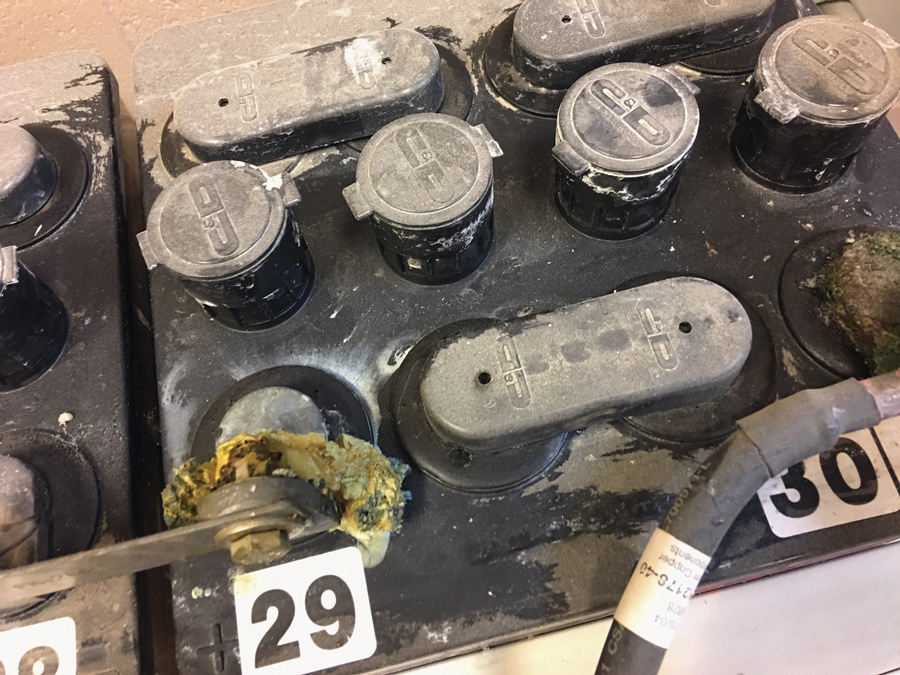
Everything looks good (above) until closer inspection reveals that sulfation has caused the plate to expand and breach the container (below).

- Dry-out is a phenomenon that occurs primarily in valve regulated lead acid (VRLA) batteries due to excessive heat (lack of proper ventilation), high ambient temperatures, and overcharging, which can cause elevated internal temperatures. At elevated internal temperatures, the sealed cells will vent through the pressure relief valve (PRV). When sufficient electrolyte is vented, the glass matte is no longer in contact with the plates, thus increasing internal impedance and reducing battery capacity. This failure mode is one of the more common failure modes of VRLA batteries and is easily detected by impedance testing.
- Soft (aka dendritic) shorts and hard shorts occur for a number of reasons. Hard shorts are typically caused by paste lumps pushing through the matte and shorting out to the adjacent (opposite polarity) plate. Soft shorts, on the other hand, are caused by deep discharges. When the specific gravity of the acid gets too low, the lead dissolves into it. Since the liquid (and the dissolved lead) are immobilized by the glass matte, when the battery is recharged, the lead comes out of solution and forms threads of thin lead metal, known as dendrites, inside the matte. In some cases, the lead dendrites short through the matte to the other plate. The float voltage may drop slightly but impedance can detect this failure mode easily.
- Thermal run-away occurs when a battery’s internal components melt down in a self-sustaining reaction. The impedance and float current increase in advance of thermal run-away. Thermal run-away is relatively easy to avoid simply by using temperature-compensated chargers and properly ventilating the battery room or cabinet. Temperature-compensated chargers reduce the charge current as the temperature increases. Remember that heating is a function of the square of the current. Even though thermal run-away may be avoided by temperature-compensated chargers, the underlying cause is still present.
Conclusion
Systematic inspections and an effective preventive maintenance plan can ensure standby battery systems are capable of supporting the critical role UPS systems play in maintaining power to critical loads.
References
Eaton Corp. “The Benefits of a Preventive Maintenance Service Plan for Your UPS SVS-WP04,” https://www.eaton.com/content/dam/eaton/markets/healthcare/knowledge-center/white-paper/the-benefits-of-a-preventive-maintenance-service-plan-for-your-UPS.pdf, March 22, 2009.
IEEE 450, IEEE Recommended Practice for Maintenance, Testing and Replacement of Vented Lead-acid Batteries for Stationary Applications.
IEEE 1188, IEEE Recommended Practice for Maintenance, Testing and Replacement of Valve-Regulated Lead-Acid Batteries for Stationary Applications.
Megger Battery Testing Guide 2012, Megger Corp., Dallas, Texas.
National Security Council. “The Comprehensive National Cyber-Security Initiative,” http://www.globalsecurity.org/security/library/policy/national/cnci_2010.htm, October 29, 2010.
William L. Tafoya, PhD. “FBI Report on Cyber Terror,” FBI Law Enforcement Bulletin, November 2011.
 Rodrick J. Van Wart is a Senior Consultant and Instructor at AVO Training in Dallas, and an Instructor at the Omega Institute for Continuing Education. His 47 years of experience in the electrical industry includes chairing test development for the International Code Council’s inspector exams, overseeing development of Iowa’s electrical licensing and permitting programs, and providing training for the state’s Electrical Examining Board members and support staff. Rod served several municipalities as an electrical and mechanical inspector, earned Public Management certification from Drake University, and is a Certified Building Official. A subject matter expert in adult learning precepts and instruction in a classroom setting, he designed and implemented new curriculum subject matter and was awarded Top Gun status at Mike Holt’s Instructor Training Conference. During the last four years of his 18-year US Navy career, Rod certified apprentices and third-class nuclear electricians logging 336,800 hours of total student contact time. He currently serves as a member of the IEEE PES/ESSB Committee on Working Groups 450, 484 (Vice Chair), 485, 1188, 1578, and 1679.
Rodrick J. Van Wart is a Senior Consultant and Instructor at AVO Training in Dallas, and an Instructor at the Omega Institute for Continuing Education. His 47 years of experience in the electrical industry includes chairing test development for the International Code Council’s inspector exams, overseeing development of Iowa’s electrical licensing and permitting programs, and providing training for the state’s Electrical Examining Board members and support staff. Rod served several municipalities as an electrical and mechanical inspector, earned Public Management certification from Drake University, and is a Certified Building Official. A subject matter expert in adult learning precepts and instruction in a classroom setting, he designed and implemented new curriculum subject matter and was awarded Top Gun status at Mike Holt’s Instructor Training Conference. During the last four years of his 18-year US Navy career, Rod certified apprentices and third-class nuclear electricians logging 336,800 hours of total student contact time. He currently serves as a member of the IEEE PES/ESSB Committee on Working Groups 450, 484 (Vice Chair), 485, 1188, 1578, and 1679.